四輥冷軋機cad圖紙
- 文件介紹:
- 該文件為 dwg 格式(源文件可編輯),下載需要
20 積分
-
- 說明
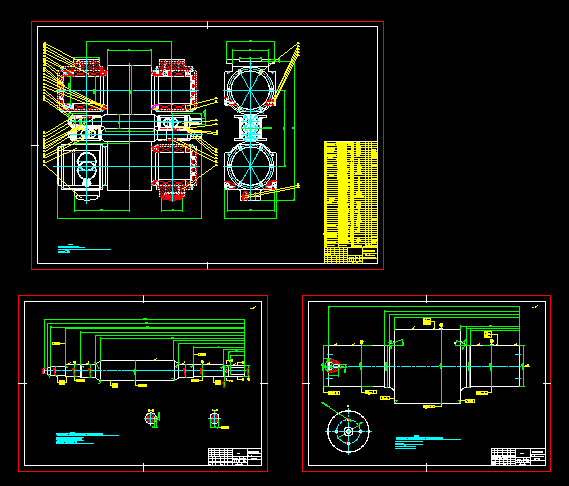
1.下工作輥為凸輥,其于輥型為平輥;
2.軋機軸承用68#液壓油潤滑,軋制油用LT-2500;
3.軋輥軸承安裝前,輥頸、軸承箱孔及油孔的棱邊和毛刺都必須清除掉,并清洗干凈涂上潤滑油;
4.未注倒角C2~C3;
5.未注圓角R1~R2。
技術要求
1.輥徑表面硬度HS45~55,輥身和端部外表面硬度HS85~90,硬度相差不大于HS±1.5;
2.輥身和輥徑表面不允許有裂紋、斑點、劃傷、銹蝕、非金屬夾雜物等缺陷,測量硬度也不得對給表面留有損傷;
3.軋輥半徑方向磨削量大于0.4mm時,需從磨斜度;
4.保留中心孔,軋輥輥身淬硬層深度大于5mm;
5.同臺軋機兩工作輥輥面直徑差不得大于0.02mm;
6.未注倒角C2~C3,未注圓角R1~R2;
7.軋輥磨削凸度為0.155mm,輥身曲線是關于輥身中線對稱的拋物線。
技術要求
1.輥徑表面硬度HS42~55,輥身和端部外表面硬度HS65~70,硬度相差不大于HS±1.5;
2.硬度測量時測量點不得少于50個點,在輥身端部沿圓周均部6個點,其他測量點均部于輥身,輥身淬硬層深度大于6mm;
3.軋輥半徑方向磨削量大于0.4mm時,需從磨斜度;
4.保留中心孔;
5.同臺軋機兩支撐輥輥面直徑差不得大于0.02mm;
6.未注倒角C2~C3,未注圓角R1~R2;
7.軋輥磨削凸度為0,輥型為圓柱形。
...
四輥冷軋機cad圖紙_下載(dwg格式) 機械圖紙
主站蜘蛛池模板:
成人无码精品1区2区3区免费看|
亚洲äv永久无码精品天堂久久
|
日韩av无码一区二区三区|
潮喷无码正在播放|
久久精品国产亚洲AV无码娇色|
精品无码国产AV一区二区三区|
东京热av人妻无码专区|
亚洲性无码一区二区三区|
国产色无码专区在线观看|
亚洲精品无码成人片久久不卡|
最新无码A∨在线观看|
无码免费又爽又高潮喷水的视频|
亚洲动漫精品无码av天堂|
亚洲成?Ⅴ人在线观看无码|
亚洲成av人片天堂网无码】|
国产精品视频一区二区三区无码|
极品无码国模国产在线观看|
亚洲精品无码久久久久久久|
乱人伦人妻中文字幕无码久久网
|
国产AV无码专区亚洲AV漫画|
亚洲中文字幕久久精品无码VA|
国产成人午夜无码电影在线观看|
国产精品无码一本二本三本色|
精品人妻系列无码一区二区三区|
亚洲中文字幕无码一久久区|
亚洲精品无码专区久久同性男|
av中文无码乱人伦在线观看|
亚洲日韩国产精品无码av|
无码人妻精品中文字幕|
无码AV波多野结衣久久|
久久久久亚洲精品无码系列|
国产精品无码DVD在线观看|
无码任你躁久久久久久久|
WWW久久无码天堂MV|
日韩免费a级毛片无码a∨|
无码喷水一区二区浪潮AV|
亚洲AV无码一区二区三区性色
|
亚洲热妇无码AV在线播放|
亚洲AV中文无码乱人伦在线视色
|
免费A级毛片无码A∨免费|
久久精品aⅴ无码中文字字幕不卡|
 豫公網安備 41072402000322號
豫公網安備 41072402000322號



 熱門關鍵詞:
熱門關鍵詞:

