飛錘支架的夾具設計
- 文件介紹:
- 該文件為 doc 格式(源文件可編輯),下載需要
20 積分
-
- 飛錘支架的夾具設計
目 錄
前言------------------------------------------------------------------------------------------------------------(3)
1.零件的工藝分析---------------------------------------------------------------------------------------(4)
1.1 零件的功用、結構和特點----------------------------------------------------------------------------(4)
1.2 主要加工表面及要求----------------------------------------------------------------------------------(4)
2.飛錘支架夾具設計------------------------------------------------------------------------------------(6)
2.1工序的工藝分析----------------------------------------------------------------------------------------(6)
2.2定位方案及定位元件選擇和設計-------------------------------------------------------------------(8)
3.繪制夾具裝配圖見附表一--------------------------------------------------------------------------(13)
4.夾具設計說明書----------------------------------------------------------------------------------------(15)
4.1夾具設計的基本要求---------------------------------------------------------------------------------(15)
4.2 夾具設計的程序--------------------------------------------------------------------------------------(17)
5.加工程序-------------------------------------------------------------------------------------------------(22)
6.結論-----------------------------------------------------------------------------------------------------(24)
7.參考文獻-----------------------------------------------------------------------------------------------(24)
(1)飛錘支架零件圖------------------------------------------------------------------------------1
(2) 裝配圖--------------------------------------------------------------------------------------附表一
零件的功用、結構和特點
功用:起支撐作用。由于該工件工作時要承受一定的力,因此要求有一定的強度、剛度和韌性。
1.2 主要加工表面及要求
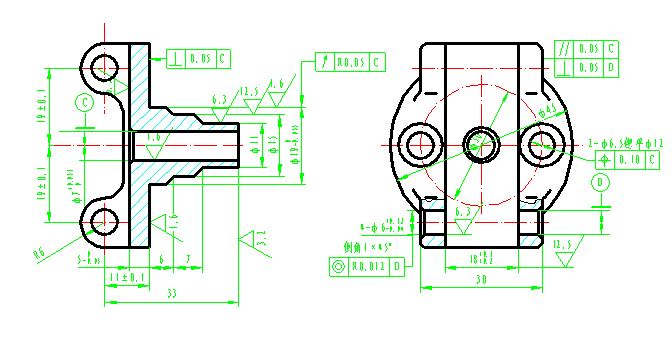
1. 孔徑為φ7的孔,其形位公差遵守包容要求,表面粗糙度Ra1.6μm,孔的端面與寬18的槽相通,孔口倒角1×45°。
2. 飛錘支架φ11的回轉面,表面粗糙度為Ra6.3μm。
3. 飛錘支架φ15的回轉面,表面粗糙度為Ra12.5μm。
4. φ19的回轉面和右端面,表面粗糙度為Ra1.6μm,并倒角。
5. 飛錘支架表面2-φ6.5锪平φ12的沉孔,銑上表面及其輪廓,表面粗糙度不作要求。
6. 4-φ6的孔,表面粗糙度為Ra6.3μm,倒角1×45°。
7. 寬18的槽,表面粗糙度為Ra6.3μm。
機械加工加工方案 表(1)
工序號 內容 設備
10 熱處理 熱處理
20 1)粗車φ11、φ15、φ19回轉面和右端面 CA6140臥式車床
2)鉆φ7的孔至φ6
3)擴φ7的孔至φ6.8
25 1)半精車φ19及右端面至圖樣要求 CA6140臥式車床
2)鉸φ7的孔至圖樣要求
3)孔口倒角
30 銑飛錘支架上端面及2—φ6.5锪平φ12沉孔 鉆床
40 1)鉆4—φ6的孔至φ5.8 TX612鏜床
2)鉸4—φ6的孔,倒角
50 銑寬18的槽 XA6132銑床
60 去毛刺 鉗工
70 清洗
80 檢驗
工藝路線如表1所示,根據18的加工要求選擇φ18的三面刃銑刀和XA6132銑床。
...
飛錘支架的夾具設計_下載(doc格式) 技術文檔
主站蜘蛛池模板:
亚洲成AV人片天堂网无码|
久久午夜无码鲁丝片午夜精品|
麻豆亚洲AV永久无码精品久久|
亚洲精品无码成人片久久不卡
|
国产综合无码一区二区色蜜蜜|
久久精品国产亚洲AV无码麻豆
|
久久久久无码精品国产h动漫|
人妻无码精品久久亚瑟影视|
无码午夜人妻一区二区三区不卡视频|
18禁超污无遮挡无码免费网站国产|
国产午夜无码精品免费看动漫|
日产无码1区2区在线观看
|
久久精品成人无码观看56|
久久亚洲精品无码gv|
亚洲AV无码第一区二区三区|
精品无码一区二区三区水蜜桃|
少妇无码一区二区二三区|
亚洲免费日韩无码系列|
色欲AV无码一区二区三区|
久久精品无码一区二区WWW|
亚洲AV无码专区在线播放中文|
国产精品无码制服丝袜|
亚洲av无码一区二区三区天堂古代|
波多野结衣AV无码久久一区|
精品久久久无码中文字幕|
精品无码久久久久久国产|
精品日韩亚洲AV无码一区二区三区|
免费无码婬片aaa直播表情|
中文午夜人妻无码看片|
无码专区狠狠躁躁天天躁|
亚洲熟妇无码乱子AV电影|
亚洲中文久久精品无码|
成人无码视频97免费|
免费无码毛片一区二区APP|
18禁超污无遮挡无码免费网站|
亚洲人成人无码网www电影首页
|
亚洲av无码一区二区三区网站|
东京热人妻无码一区二区av|
国产AV无码专区亚洲AWWW|
久久精品中文字幕无码|
亚洲2022国产成人精品无码区|
 豫公網安備 41072402000322號
豫公網安備 41072402000322號



 熱門關鍵詞:
熱門關鍵詞:

